











Alkaline Water Electrolysis
Your Leading SANY Hydrogen Energy Co., Ltd. Supplier
Focusing on the R&D, manufacturing and sales of hydrogen producing and refueling equipment and key components for a closed-loop full ecological industrial chain featured by green power, hydrogen energy and end-use equipment, SANY Hydrogen Energy Co., Ltd. is the world's leading provider of package solutions for hydrogen energy equipment, which is committed to providing global customers with GW-level ultra-large-scale package solutions on-grid/off-grid hydrogen production from wind and solar energy.
Why Choose Us?
High quality
Our products are manufactured or executed to very high standards, using the finest materials and manufacturing processes.
Competitive Price
We offering a higher-quality product or service at an equivalent price. As a result we have a growing and loyal customer base.
Global shipping
Our products support global shipping and the logistics system is complete, so our customers are all over the world.
Rich experience
Our company has many years of production work experience. The concept of customer-oriented and win-win cooperation makes the company more mature and stronger.
After-sale service
Professional and thoughtful after -sales team, let you worry about us after -sales Intimate service, strong after -sales team support.
Advanced equipment
A machine, tool or instrument designed with advanced technology and functionality to perform highly specific tasks with greater precision, efficiency and reliability.
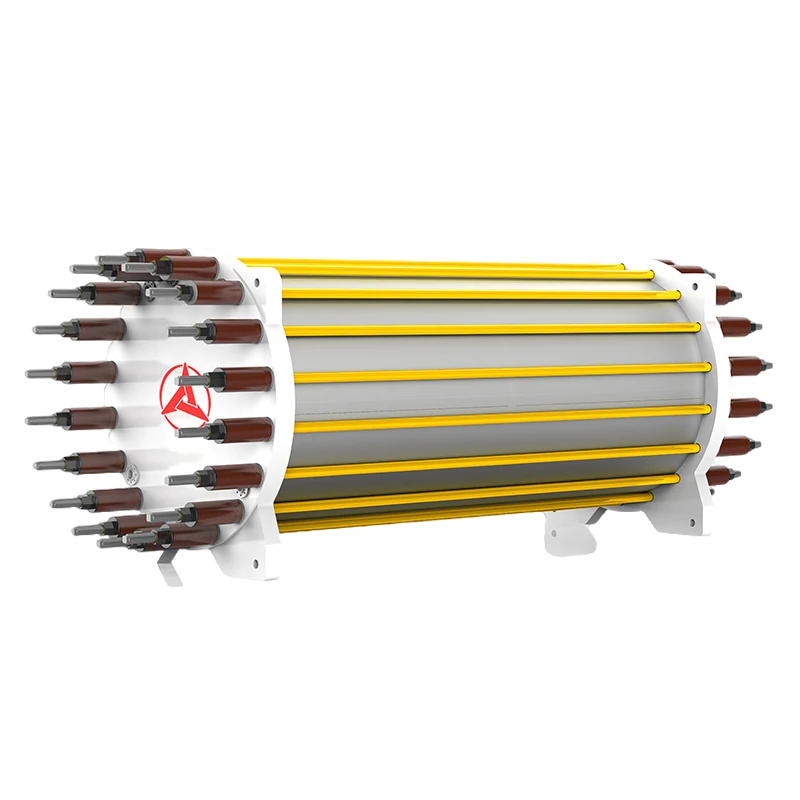
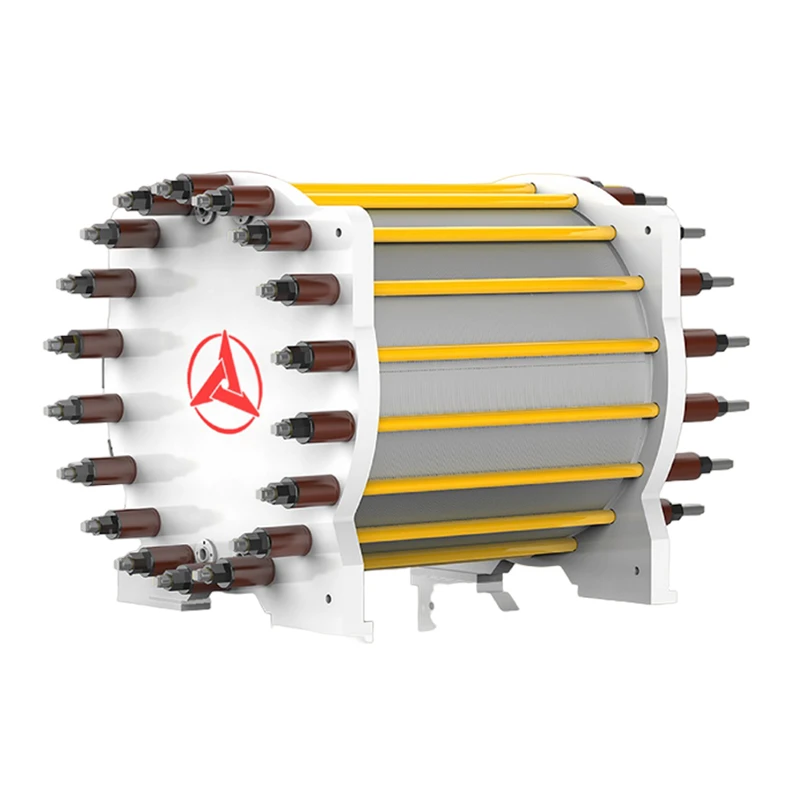








Alkaline water electrolysis is a type of electrolyzer that is characterized by having two electrodes operating in a liquid alkaline electrolyte. Commonly, a solution of potassium hydroxide (KOH) or sodium hydroxide (NaOH) at 25-40 wt% is used.[6] These electrodes are separated by a diaphragm, separating the product gases and transporting the hydroxide ions (OH−) from one electrode to the other. A recent comparison showed that state-of-the-art nickel based water electrolyzers with alkaline electrolytes lead to competitive or even better efficiencies than acidic polymer electrolyte membrane water electrolysis with platinum group metal based electrocatalysts.
Benefits of Alkaline Water Electrolysis
High efficiency: Alkaline electrolysis has a high efficiency for converting electrical energy into hydrogen gas. The efficiency can be as high as 80%, which means that 80% of the electrical energy input can be converted into hydrogen gas.
Scalability: Alkaline electrolysis can be scaled up or down depending on the size of the hydrogen production facility needed. This makes it suitable for a wide range of applications, from small-scale hydrogen production for fuel cells to large-scale industrial hydrogen production.
Renewable energy source: Alkaline electrolysis can be powered by renewable energy sources such as wind and solar power, making it a clean and sustainable way to produce hydrogen.
High-purity hydrogen: Alkaline electrolysis produces high-purity hydrogen gas, which is suitable for a wide range of applications, including fuel cells and chemical production.
Low operating costs: Alkaline electrolysis is relatively inexpensive to operate, as it does not require expensive catalysts or high temperatures to operate. This makes it an attractive option for hydrogen production, especially in areas with low electricity costs.
Safe and environmentally friendly: Alkaline electrolysis does not produce any greenhouse gas emissions or other harmful pollutants, making it a safe and environmentally friendly way to produce hydrogen.
Application of Alkaline Water Electrolysis
Feedstock
Hydrogen is widely used as a feedstock in various industries and sectors and serves as a key component in the production of chemicals, in refineries, steel manufacturing and power generation. Producing Hydrogen through alkaline water electrolysis enables these industries to decarbonise.
Chemical industry: Hydrogen is a crucial feedstock, serving as a building block for the synthesis of a variety of chemical compounds and used in the production of ammonia, methanol, hydrogen peroxide and various organic compounds.
Refineries: Hydrogen is utilised in refineries for hydroprocessing, where it is combined with heavy petroleum fractions to remove impurities and improve the quality of fuel products.
Steel production: Hydrogen is employed in the iron and steel industry as a feedstock to reduce iron ore in to metallic iron in a process called direct reduction. This reduces carbon emissions associated with traditional production processes.
Power generation: Hydrogen can be used as a feedstock for power generation through the utilisation of fuel cell technologies, which convert hydrogen in to electricity, usable as a clean energy source.
Mobility
The use of hydrogen in mobility applications facilitates the transition to low-carbon transportation and the reduction of greenhouse gas emissions. It offers the advantage of providing a clean and sustainable energy source for a wide range of vehicles and transportation methods such as buses, trucks, taxis, personal cars, and even trains and ships. Hydrogen fuel cell vehicles enable longer range and quicker refuelling times when compared to battery electric vehicles, crucially also reducing weight.
Fuel
By converting renewable electricity into hydrogen through alkaline water electrolysis, hydrogen as a fuel can be stored and transported over long distances, buffering and balancing the intermittent nature of renewable electricity supplies. This fuel can then be used for power generation, steam production or even to replace natural gas in domestic heating applications.

Electrodes for alkaline water electrolysis have been made by applying high specific surface area coatings of nickel or nickel‐iron alloy to steel or nickel substrates. The coatings are applied as polysilicate‐based paints containing particles of the desired metals. The coating is sintered into a porous structure which is bonded firmly to the substrate. The present electrode preparation method has been used to coat a variety of substrate forms, such as flat plates or wire screens, and is compatible with commercial alkaline electrolysis equipment. The resulting electrodes were found to be particularly effective as anodes for oxygen evolution. The efficiency of the electrodes was greatly influenced by coating microstructure. This microstructure, in turn, could be controlled by adjusting the sintering conditions. Electrochemical operating characteristics of the electrodes in at 80°C were determined. Comparable oxygen evolution efficiencies were obtained with coatings made from nickel powders, nickel flake, and nickel‐iron alloy powder.
Process of Alkaline Water Electrolysis
First water is passed through the pre and internal water filter
Water coming from tap is fed through the pre filters for purification and into the ‘In” tube on the back of the water ionizer. The water runs through the in-built water filter once it is in there. Pre Filters removes most contaminants, bacteria, viruses and more and the pre-filters last for about a year .
Platinum coated titanium plates that perform electrolysis
Filtered water passes over the "plates” in the ionizer. Plates are part of the ionizer that does the most heavy lifting and is central to the overall ionizer.
Most ionizers use Platinum Coated Titanium plates and the size and plate design varies. Platinum coated Titanium plates are used for its non corrosion and higher electrical conductivity.
Once the water enters this section which has a very specific voltage electric current that passed through it and causes the soluble minerals in it to be attracted to either a positive ‘pole’ or a negative ‘pole’ depending on their own electrical energy signature. When this occurs, it separates the water into alkaline and acid stream.
The Alkaline Ionized water from the water ionizer is meant for drinking while the acid water is the one to be used externally, like for the skin, plants as well as for disinfecting.
Alkaline and acidic water are created
In this process, the water is separated into H+ (acidic water) and OH- (alkaline water). This electrolysis is also responsible for the antioxidant content ORP (Oxidation Reduction Potential) in alkaline water and for micro-clustering the water.
How to Maintain Alkaline Water Electrolysis
Read and operate the equipment correctly in accordance with the equipment manual to avoid equipment damage or safety accidents caused by misoperation.
Clean the device regularly. According to the guidance of the equipment manual, regularly clean the inside of the equipment, including the electrolytic plate and container, to ensure the quality of alkaline electrolyzed water.
Pay attention to the installation position of the device. The device should be placed in a well-ventilated, dry place away from direct sunlight, away from flammable materials and high temperature environments.
Choose appropriate quality control equipment. It is necessary to choose alkaline electrolyzed water equipment with qualified quality and good reputation to ensure that the alkaline electrolyzed water produced meets sanitary standards.
If there is any abnormal situation (such as peculiar smell, leakage, etc.), stop using it immediately and contact after-sales or maintenance personnel in time to deal with it.
Why Alkaline?
Dipping electrodes in pure water is not an efficient way of producing hydrogen (or oxygen) with electrolysis, simply because there is almost no ion in the liquid, therefore preventing ionic transport through the separator. With almost no charge transport within the liquid part of the electrolytic cell, the system behaves like an electric circuit with a switch almost fully open: next to nothing happens.
Simply replacing pure water with tap water largely increases reactivity and hydrogen production because tap water contains minerals, which liberate ions once dissolved into water. This is why the chemistry lesson on electrolysis runs on tap water and not on distilled water.
Moving towards industrial applications, the selection of appropriate minerals to dissolve into water aims at maximising the ion concentration in water and the longevity of the equipment. There are only 2 ways to increase ionic conductivity of the electrolyte (water with dissolved ions):
Adding minerals liberating H+ ions, leading to an acidic electrolyte
Adding minerals liberating OH- ions, leading to an alkaline (or basic) electrolyte
The more acidic or alkaline is the electrolyte, the better for ionic transport and therefore for hydrogen production. Yet, very acidic and very alkaline electrolytes are very aggressive with electrolyser materials and create reliability issues.
An acidic electrolyte will corrode most metals and therefore quickly eat away the electrodes, unless very expensive metals from the platinum group are used. Platinum electrodes or platinum coating on a carbon support are generally required at the H2-producing cathode, while iridium dioxide is most common at the O2-producing anode.
An alkaline electrolyte allows using cheaper and easier-to-source metals like nickel and cobalt. There are even developments exploring the use of stainless-steel electrodes. Although less aggressive than strongly acidic electrolytes, strongly alkaline electrolytes are still very corrosive and intrinsically limit the lifetime of the equipment.
The most frequently used strong base added to purified water is potassium hydroxide (KOH) producing K+ cations and OH- anions. KOH concentration in the aqueous solution is in the range of 20 to 40%mass, generally within the narrower band of 25 to 30%mass . Alternative base options are sodium hydroxide (NaOH) or even sodium chloride (NaCl), producing Na+ cations and OH- or Cl- anions. KOH is generally preferred because it has a higher ionic conductivity and CO2 has a lower solubility in a KOH-water solution. Using NaOH, CO2 from air is easily dissolved in the electrolyte, forming carbonate (CO32-) and further reducing the ionic conductivity.
The basic principle of electrolysis is to split water into oxygen and hydrogen with the help of electricity. The splitting occurs in two partial reactions that take place at the two electrodes – cathode (-) and anode (+) – in the electrolysis cell. In practice, electrolysers consist of several interconnected electrolysis cells, also called stacks. When voltage is applied, hydrogen is produced at the cathode and oxygen at the anode.
Between the two partial reactions, charge equalisation takes place in the form of ion conduction via an electrolyte (which is an electrically conductive substance). In addition, a membrane is needed to spatially separate the two reactions and prevent the product gases from mixing. Both the ion charge and the type of electrolyte differ in the various electrolysis technologies.

History of Alkaline Water Electrolysis
The principle of the electrochemical decomposition of water in an electrolysis cell has already been known for more than 230 years. The first generation of hydrogen by electricity was done as early as 1789 by van Troostwijk and Deiman using an electrostatic generator as the direct current source. Shortly after Volta invented the voltaic pile in 1800, Carlisle and Nicholson used such a device to decompose water into hydrogen and oxygen. In the same year, Ritter performed comparable experiments in Jena, Germany. Moreover, Cruickshank used a voltaic pile for the electrochemical decomposition of NaCl to hydrogen and chlorine at the beginning of the 19th century. Nevertheless, it took decades before the processes were used in the first technical applications. Around 1890 Charles Renard constructed a water electrolysis unit to generate hydrogen for French military airships. It is estimated that around 1900 more than 400 industrial alkaline water electrolyzers were in operation worldwide and large-scale deployment of the chlor-alkali process started. Later, different types of commercial alkaline water electrolyzers were developed in the 20th century to generate hydrogen needed to produce ammonia fertilizers based on low-cost hydroelectricity. As the 20th century progressed, the more cost-effective production of hydrogen by steam reforming of methane increasingly replaced water electrolysis, and by the end of the 20th century, the process was only used in as a solid electrolyte. But the technology became established in the following decades only in laboratory, military, and space applications due to the high material costs. At about the same time, General Electric, and the Brookhaven National Laboratory also started to develop high-temperature electrolysis with solid oxide cells. In Germany, Dornier followed in the HOT ELLY project this technology until the mid-1980s. But despite of all technical progress made commercialization of the membrane and solid oxide electrolysis could not be launched in that time. But new interest in water electrolysis was stimulated already in the 1990s as hydrogen was regarded as a green energy carrier for . However, it is only in the last 10 years that we have seen a significant increase in global interest for water electrolysis, with the adoption of ambitious national climate protection programs. Water electrolysis is regarded as the central element for sector coupling and is expected to make an important contribution to reducing greenhouse gas (GHG) emissions close to net-zero by 2050.
Our Factory
Focusing on the R&D, manufacturing and sales of hydrogen producing and refueling equipment and key components for a closed-loop full ecological industrial chain featured by green power, hydrogen energy and end-use equipment, SANY Hydrogen Energy Co., Ltd. is the world’s leading provider of package solutions for hydrogen energy equipment, which is committed to providing global customers with GW-level ultra-large-scale package solutions on-grid/off-grid hydrogen production from wind and solar energy.


FAQ
